硫酸行业余热回收利用
概述:
目前我国多数硫磺及硫铁矿制酸企业回收高温位废热,而中低温位废热未被回收利用,造成大量的热能浪费。在行业内,我公司率先独立研发中低温余热回收技术,利用整体相变换热设备对330℃左右的由电除尘出口至净化工段间的制酸烟气余热进行回收,并能根据生产需求调节排烟温度,防止露点腐蚀。此项技术解决了硫酸行业中低温位余热回收利用难题,市场推广潜力巨大,前景广阔。
制酸气体余热工艺流程:
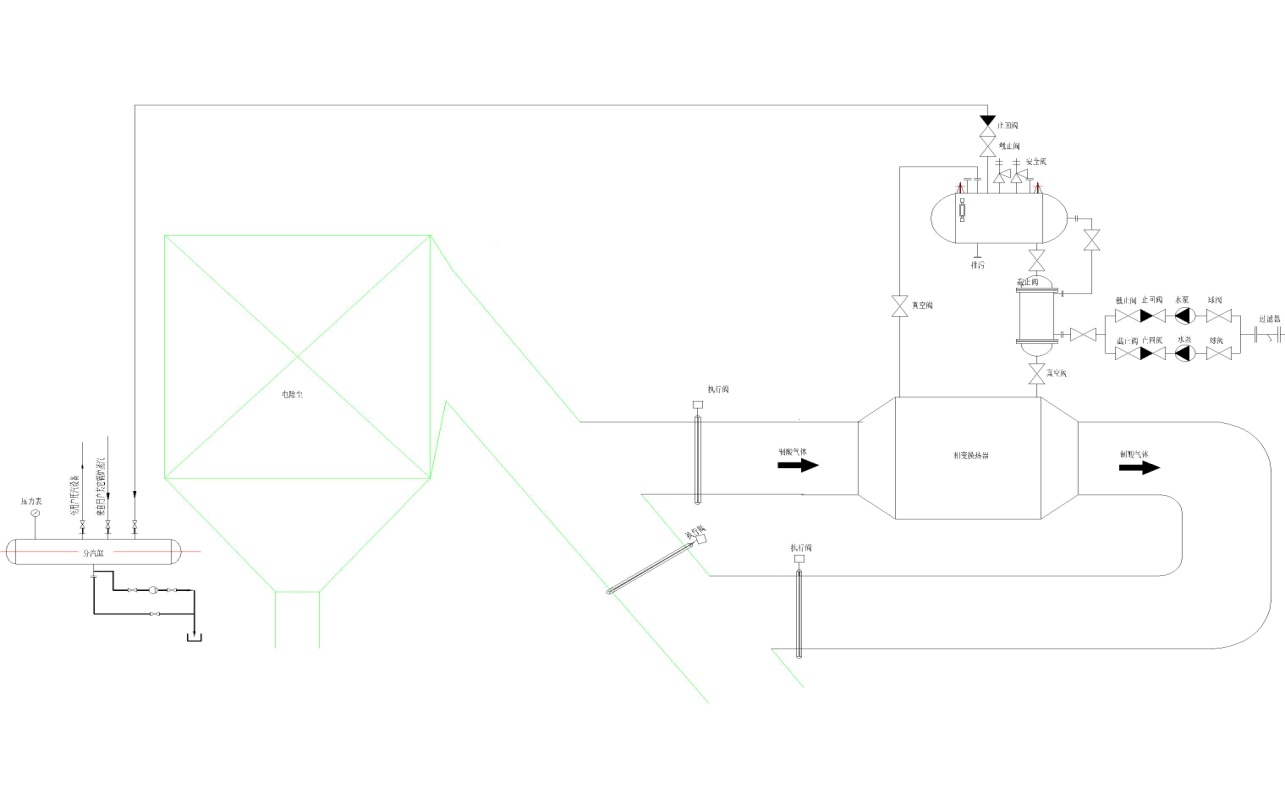
节能效益:
经计算,每生产一吨硫酸可回收0.15-0.18吨蒸汽。
硫酸渣余热回收利用
概述:
我国属于硫铁矿资源比较丰富的国家,硫酸产量达到90Mt/a,是世界硫酸生产和销售的“超级大国” 。国内制酸过程中产出的烧渣约13Mt/a、温度达到950℃,公司独立研发烧渣余热回收技术,利用冷渣器和水管锅炉两种换热设备,把高温烧渣降温至200℃,吸收其余热生产蒸汽。设备运行稳定可靠,换热过程中能有效隔离空气,避免高温炉渣的氧化。
工艺流程:
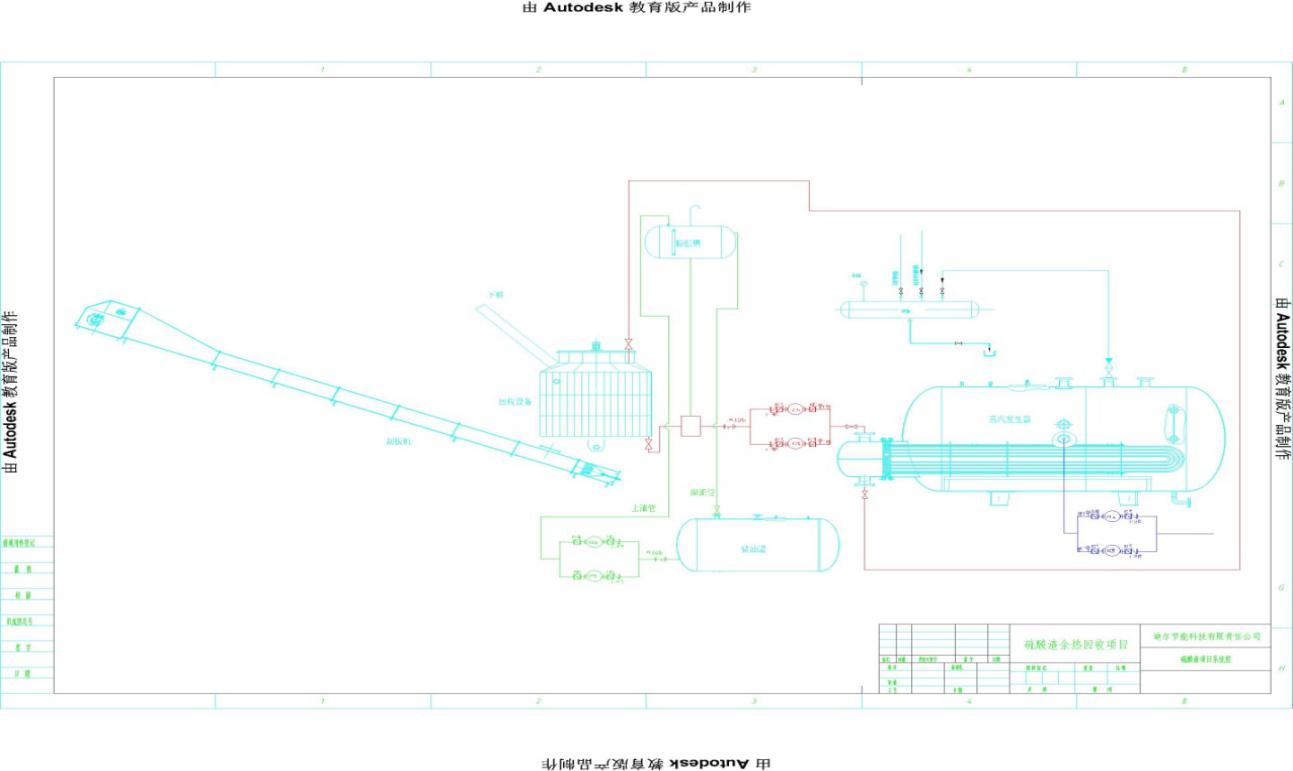
经济效益:
经计算年产20万吨硫酸的焙烧炉,高温炉渣可以产出压力1.0MPa、约4t/h-5t/h的饱和蒸汽,其余热利用价值非常可观。